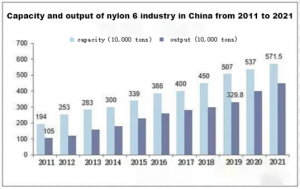
År 2021 är Kinas produktionskapacitet PA6 5,715 miljoner ton, och det förväntas nå 6,145 miljoner ton 2022, med en tillväxttakt på 7,5%. Kinas PA6 har en hög grad av lokalisering. Globalt används cirka 55% av PA6 -skivor för fibrer, och cirka 45% används för teknisk plast och filmer för bilar, elektronik, järnvägar, etc. Den totala konsumtionen av PA6 i Kina 2021 är 4,127 miljoner ton, varav cirka 20% används för tekniska plaster.

PA nylon svart granulärt material
Från 2021 till 2022 gick priset på PA6 också genom flera berg -och dalbana upp- och nedgångar.

Nylon 6 (PA6), även känd som polyamid 6, nylon 6, är dess mekaniska styrka och kristallisation god och har egenskaperna för korrosionsbeständighet, slitbeständighet. Det har använts allmänt inom bilindustrin, järnvägstransport, filmförpackningar, elektroniska apparater och textil. Även om dess omfattande prestanda är utmärkt har den också en serie brister. Till exempel har PA6 inte stark syra- och alkali -resistens, och slaghållfastheten är inte hög vid låg temperatur och torrtillstånd. Förekomsten av hydrofil bas kommer att orsaka en högre vattenabsorptionshastighet, och den elastiska modulen, krypmotståndet, slaghållfastheten och så vidare kommer att reduceras kraftigt efter vattenabsorption, vilket påverkar produkternas dimensionella stabilitet och produkternas elektriska egenskaper. Därför är det nödvändigt att studera modifieringen av PA6.
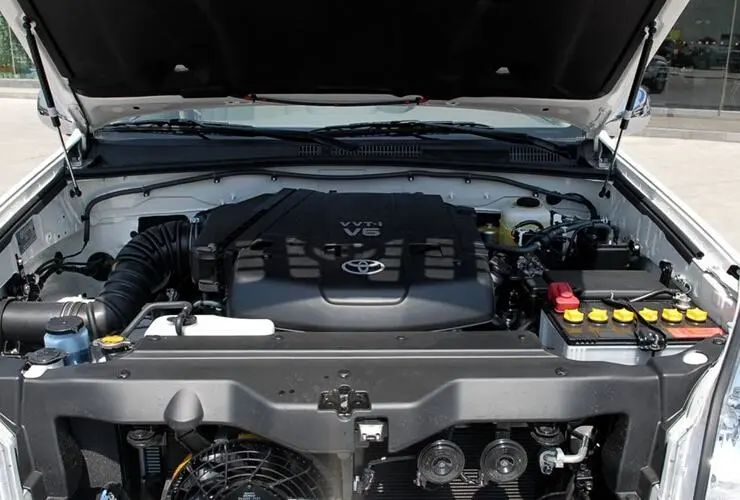 PA6 som används i bilar
PA6 som används i bilar
 PA6 som används i textil
PA6 som används i textil
- PA6 -prestanda
Råmaterialet från PA har en bred källa, som är grunden för dess storskaliga industriproduktion. På grund av det regelbundna arrangemanget av molekylstruktur kan PA bilda många vätebindningar mellan makromolekyler, så det har hög kristallinitet. Samtidigt har den också enastående egenskaper i mekaniska egenskaper, kemiska egenskaper, termiska egenskaper och andra aspekter, inklusive:
(1) hög draghållfasthet och böjstyrka;
(2) god slagmotstånd;
(3) hög värmebeständighet;
(4) Den har egenskaperna hos slitstyrka och självsmörjning, vilket är ojämförligt för metallmaterial.
(5) god svullnadsmotstånd och korrosionsbeständighet mot kemiska lösningsmedel och läkemedel;
(6) god flödesbehandling, tillgänglig formsprutning, extrudering, blåsgjutning och andra metoder för produktbehandling;
(7) Utmärkt barriärprestanda;
(8) Med hög kemisk aktivitet kan de polära grupperna reagera med monomerer och polymerer som innehåller polära grupper för att bilda nya polymerföreningar.
För att ge PA6 starkare mekaniska egenskaper tillsätts ofta en mängd modifierare, bland vilka det vanligaste tillsatsen är glasfiber. Elastomer eller syntetiskt gummi såsom POE, SBR eller EPDM läggs vanligtvis till för att ge PA6 starkare slagmotstånd. Om det inte finns några tillsatser i PA6 -produkten, har plastråttmaterialet en krympningshastighet på 1%till 1,5%, och tillsatsen av glasfiber ger en produkt med en krympningshastighet på 0,3%. Bland dem är fuktabsorptionen och kristalliniteten hos materialet de viktigaste faktorerna som bestämmer krympningshastigheten för formningsenheten, och processparametrarna såsom utformning av plastdelar och väggtjocklek har också en funktionell relation med den faktiska krympningshastigheten.

Glasfiber

POE -elastomer
Torkbehandlingen av PA6 för formsprutning är lätt att absorbera vatten, så det måste fästas stor vikt vid torkbehandlingen före den faktiska bearbetningen. Om det medföljande materialet är inslaget i vattentätt material, bör behållaren hållas i ett stängt tillstånd. När fuktigheten är större än 0,2%bör den varma luften väljas för kontinuerlig torkning vid inte mindre än 80 ℃ för 16 timmar; Om materialet utsätts för luften i minst 8 timmar, bör det vakuumtorkas vid 105 ℃ i mer än 8 timmar.
- Produktionsprocessen för PA6
1. Två scenpolymerisation
Tvåstegspolymerisation är huvudsakligen uppdelad i två steg: främre polymerisation och bakpolymerisation. Generellt sett är det lämpligt för produktion av produkter med hög viskositet såsom industriladdningssilke. Tvåstegspolymerisationen inkluderar huvudsakligen tre metoder: PRE- och post-normal tryckpolymerisation, förtryck och efter dekompressionspolymerisation och pre-hög tryckpolymerisation och post-normal tryckpolymerisation. Bland dem involverar dekompressionspolymerisationsmetoden stora investeringar och höga kostnader, följt av polymerisation före hög tryck och post-normal tryckpolymerisation. Pre-och post-normal tryckpolymerisation har låga kostnader och kräver inte mycket investeringar.
2. Atmosfärisk kontinuerlig polymerisationsmetod
Kontinuerlig polymerisation under atmosfärstryck är tillämplig på produktionen av PA6 Civil Silk, bland vilken produktionsprocessen för Noy Company i Italien är den mest representativa. Metoden kännetecknas av storskalig kontinuerlig polymerisation vid 260 ℃ under 20 timmar. Skivor erhölls i det varmvatten motströmsstadiet. Efter att oligomererna torkades av kvävgas återvanns monomererna genom extraktion, och den kontinuerliga indunstnings- och koncentrationsprocessen infördes samtidigt. Denna metod har enastående kontinuerlig produktionsprestanda, kan få produkter av hög kvalitet, hög avkastning och upptar inte alltför stort område i praktisk tillämpning, är en typisk civil silkeproduktionsprocess.
3. Intermittent hydrolyspolymerisation
Metoden Batch Hydrolysis Polymerization använder tryckresistent polymerisationsvakkokare. Denna metod är lämplig för produktion av multi-variety och små skivor av plastkvaliteter. Engångsmatning, efter reaktionen (engångsutsläpp) med kvävetryck, extraktion, efter torkning för att förbereda PA6. Batchpolymerisationsprocessen kan delas upp i tre steg: det första steget är vattenavlyftande ringpolykondensation; Det andra steget är vakuumpolymerisation; Det tredje steget är jämviktsreaktionen.
Batchpolymerisation är lämplig för produktion av många sorter av små batchprodukter, kan producera olika viskositetsprodukter och sampolymerisation PA, men råmaterialförbrukningen är högre än kontinuerlig polymerisation, produktionscykeln är längre, produktkvaliteten är dålig.
4. Twin-Screw-extrudering Kontinuerlig polymerisationsprocess
Kontinuerlig polymerisationsprocess för två skruvar är en ny teknik som utvecklats under de senaste åren. Den antar anjonisk katalytisk polymerisation och caprolactam aktiveras genom dehydrering och kommer sedan kontinuerligt in i tvillingskruvextruder. I tvillingskruvsprutningen rör sig reaktionsmaterialet längs den axiella riktningen med skruvrotationen, och dess relativa molekylmassa fortsätter att öka. Det låga molekylmaterialet extraheras av vakuumsystemet för tvillingskruv-extrudern, och polymeren kyls och skivas, torkas och packas.
Processen har egenskaperna för kort produktionsflöde och enkel produktionsprocess, och den oreagerade monomeren med låg relativ molekylvikt kan direkt återvinnas efter att ha extraherats från reaktionssystemet, och monomerinnehållet i produkten är mycket låg, utan extraktion. Skivvatten är lågt, torktiden är kort, kan minska energiförbrukningen kraftigt. Samtidigt kan produktens relativa molekylvikt kontrolleras av materialets uppehållstid i tvillingskruv extruder.
- Studie om modifiering av PA6
1. Förbättrad modifiering
På grund av förekomsten av vätebindningar i PA6 -molekyler kommer dess flexibilitet och styrka oundvikligen att påverkas. Med ökningen av vätebindningstätheten kommer den mekaniska styrkan hos PA6 att ökas på motsvarande sätt. Ju mer kolatomer det finns, ju längre den flexibla kedjan, desto mer motståndskraftig är den. De mekaniska egenskaperna hos PA6 -kompositer kan förbättras genom att tillsätta glasfiber. Tetragonal Zno Whisker har en mycket hög städning. Baserat på detta visar resultaten från studien om förbättringseffekten av ZnO -whisker på gjutning PA att kompositen har den högsta draghållfastheten när whiskerinnehållet är 5%, och att öka whiskerinnehållet kommer att minska värmebeständigheten och vattenabsorptionen av materialet. Flygaska behandlades med silankopplingsmedel och fylldes sedan in i Cast PA6 -produkten för modifiering. Slutprodukten hade bättre termisk stabilitet, krympningshastighet och vattenabsorption.
2. Flame fördröjningsmodifiering
Syreindexet för PA6 är 26,4, vilket är brandfarligt material. Nationella lagar och förordningar kräver tydligt flamfördröjningen för polymermaterial, så det är nödvändigt att fästa stor betydelse för flamskyddsmodifieringen av PA6 när den används i elrelaterade produkter. Flammet fördröjning av aluminiumhypofosfat är relativt bra i materialen framställda genom att blanda olika metallhypofosfatsalter med PA6. När innehållet i aluminiumhypofosfat är 18%kan den brinnande förlusten av materialet nå 25 och UL94 kan nå V-0-klass.
Melamincyanursyra (MCA) modifierad med röd fosfor kan användas som flamskyddsmedel för PA6. Röd fosfor kan hindra bildningen av stort plan vätebindningsnätverk mellan melamin och cyanursyra, vilket förädlar MCA, och MCA kan bilda kol under verkan av rött fosfor. Därför kan modifierad MCA spela en flamskyddande roll i kondensationsfasen och gasfasen, vilket bidrar till förbättringen av Flame Retardant -egenskapen PA6. Det begränsande syreindexet (LOI) för kompositen förbättrades genom att tillsätta guanidinsulfonsyra i PA6 -matris med smältblandningsmetod. Det vertikala förbränningstestet visade att utbytet av smälta droppar minskades signifikant jämfört med det för ren PA6 när tillsatsen av guanidinsulfonsyra var 3%och graden av UL94 ökades till V-0 när tillsatsen av guanidinsulfonsyra inte var mindre än 5%.
 Röda fosfor
Röda fosfor
3. Toughening Modification
Den härdade och modifierade PA kan erhållas genom att lägga till det duktila hartset eller elastomeren till PA -hartset och sedan blanda och strängsprutning.När härdningsmedlet är polariserat SBS erhålls det härdande blandningssystemet för polariserade SBS och PA6 med mekanisk smältblandningsmetod. När mängden polariserad SBS ökas kommer systemets slagstyrka och flexibiliteten hos materialet också att förbättras. Jämfört med PA6- och EPDM -kompositer har EPDM ympade med maleinsyrahydrid bättre gummi- och plastkompatibilitet och högre seghet. När doseringen av EPDM ympade med maleinsyraanhydrid var 15%, hade det blandade materialet 9 gånger mer noterad slagstyrka än PA6 -material.
 SBS -härdningsagent
SBS -härdningsagent
Fotokälla: Guofeng gummi och plast
4. Fyllning av modifiering
Det ekonomiska fyllmedlet tillsätts i PA -hartset, och det modifierade komposit PA -materialet kan erhållas efter blandning och extrudering. Med användning av kiselkarbid som värmeledningsförmåga, kopplingsmedel KH560 och epoxiharts E51 för att behandla ytan på fyllmedlet, genom tvillingskruv extruderingsprocess, har den värmeledningsförmågan PA-kompositmaterialet utmärkt prestanda. När påfyllningsmängden för värmeledningsförmåga, PA6 -kedjeförlängning och ytbehandling förändras, kommer kristallisationen, värmemotståndet, mekaniska och värmeledningsförmågan hos kompositen också att förändras.

Kiselkarbid
Den sammansatta produkten erhållen från PA6 och organisk montmorillonit som behandlas med smältblandning injektion har utmärkt friktion och slitage, värmemotstånd och mekaniska egenskaper. Fyllmedlet är aluminiumpulver, substratet är sampolymeriserat PA6 och PA66, och kompositmaterialet kan framställas genom smältblandning. När innehållet i aluminiumpulver ökar ökar den sammansatta draghållfastheten först och minskar sedan och böjmodulen ökar gradvis, medan slaghållfastheten minskar. Efter att ha fyllt flygaskamikrokarna i PA6 kan materialets hårdhet, påverkan och draghållfasthet förbättras kraftigt och produkten kan få bättre stabilitet.
5.PA -legering
PA6-legering tillhör ett multikomponentsystem, varav de flesta består av minst två typer av polymerer, bland vilka blandningar polymer, transplantatsampolymer och blocksampolymer används allmänt. PA6 och maleanhydrid ympade polypropen (PP-G-MAH) Efter blandning av kompositmaterialet är vattenabsorptionshastigheten mycket lägre än PA6 och har mycket högre påverkan än PA6.
 Malisk anhydrid ympad polypropen
Malisk anhydrid ympad polypropen
Den ympade lågdensitetspolyeten (LDPE), maleinsyraanhydrid (MAH) och initiator diisopropylbensen peroxid (DCP) kan framställas genom blandning av låg densitet polyeten (LDPE), malisk anhydrid (MAH) och diisopropyl peroxid (DCP). Sedan kan blandningen av LDPE-G-MAH och PA6 framställas genom att smälta blandningsmetoden i kombination med en liten mängd PA6. När dosen av maleinsyra var 1,0, kunde blandningarna med den bästa draghållfastheten erhållas. När dosen av malisk anhydrid hölls vid 1,0 del, skulle förändringen av DCP -dosering inte ha för mycket effekt på blandningens egenskaper. När doseringen av DCP var 0,6, kunde den optimala draghållfastheten hos blandningen erhållas.
Tidigare exempel på PA6 -aggregeringsteknik inkluderar Schweiz Inventas, Italiens Noy och Tysklands Kart Fischer och Zimmer. På grundval av att aktivt lärande av utländsk avancerad teknik och erfarenhet drar vårt land på, drar på och introducerar en stor mängd modern utrustning (som VK -rör och andra kärnteknologier) förbättrar avsevärt produktionstekniken och processerna för PA6 och kommer närmare riktningen för internationell utveckling (emellertid måste viktiga tillsatser som TiO2 och utsäde fortfarande introduceras).
Polymerisationskapaciteten för PA6 i Kina har upprätthållit en snabb expansionstrend, med produktionskapaciteten som är mycket överstigande den för PA66. I det nuvarande skedet handlar modifieringsforskningen av PA6 huvudsakligen om förstärkning, härdning, flamskyddsmedel, fyllning och anti-fouling (genom att införa starka elektronegativa grupper i PA6-molekylkedjan, skyddar dess kombination med sura färgämnen för att uppnå antifouling). Även om denna typ av modifiering i princip utförs genom att blanda specialmaterial, är modifieringsmetoderna för extrudering och reaktion också lämpliga. Med den vidare utvecklingen av modern teknik kan Nano -material introduceras för att modifiera PA6 för att erhålla modifierade PA6 -material med hög hårdhet, hög styrka, hög seghet, hög temperaturmotstånd och elektroplätering, för att effektivt tillgodose behoven hos olika fält.
Syntholution Tech.Momited till forskning och utveckling av nylonmodifierare, produktion, står för 30% av den inhemska marknadsandelen, utforskar aktivt utomeuropeiska marknader, välkomna kunders förfrågningar.
For inquiry please contact:little@syntholution.com
Posttid: Mar-16-2023